

| 材質 : | q235 | 倉庫所在城市 : | 滄州 |
| 倉庫 : | 滄州 | 質量等級 : | 正品(受理質量異議) |
| 加工服務 : | 無加工,其他加工服務 | 配送服務 : | 可配送到廠 |
| 貨物銷售類型 : | 現貨 | 用途范圍 : | 機械制造,軌道交通,建筑裝飾,化工設備,結構制管,其他 |
| 計重方式 : | 理計 | 產品表面描述 : | 螺旋鋼管廠家 |
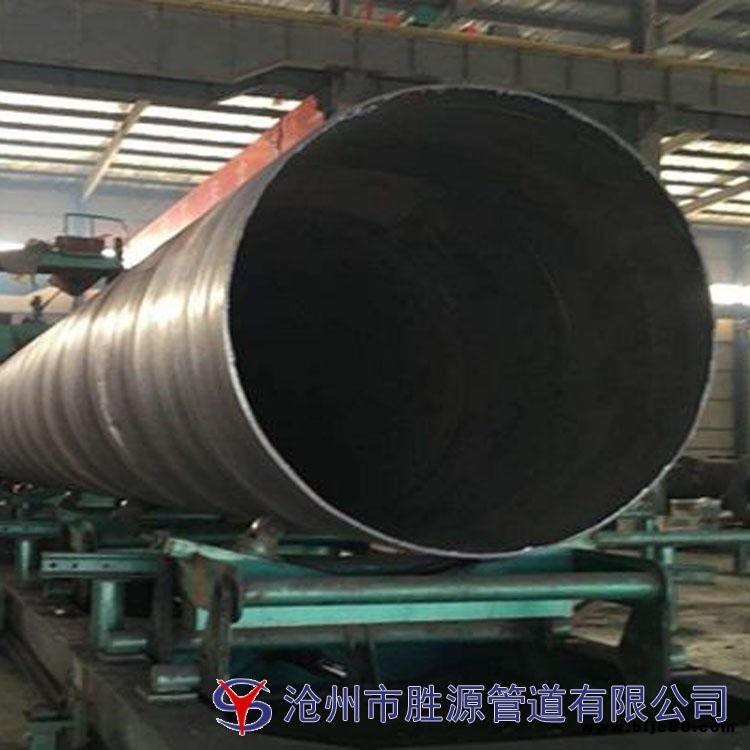
?大口徑螺旋焊管實體生產廠家當天發貨特殊規格均可訂做生產滄州市勝源管道有限公司是一家管道以及配套設備生產銷售為一體的集團企業,公司位于河北省滄州市經濟開發區,公司的主導產品為石化、電力管道、管件;輸油、輸汽管道、管件;集中供熱工程高密度聚乙烯和鋼套鋼預制直埋保溫管道、管件;襯塑管道、襯塑管件。產品遍及天津、河北、山東、河南、湖南、湖北、貴州、山西、內蒙、陜西、寧夏、甘肅、新疆、遼寧、吉林、黑龍江等16個省市自治區。生產規模、生產能力、技術力量、工程業績和市場占有率等方面來看,均位于全國同行業前列。
公司擁有先進的螺旋縫雙面埋弧焊鋼管生產線9條,熱軋無縫鋼管生產線2條,石油套管生產線2條,φ219-φ1829mm三層結構聚烯烴(PE、PP)涂敷生產線兩條;φ508-φ3620mm內外環氧防腐生產線一條。高標準的理化實驗室及先進的檢測設備是產品質量的可靠。主導產品為φ219-φ3620mm,壁厚5-25.4mm,鋼級為B-X80的螺旋縫雙面埋弧焊鋼管。公司產品執行APISpec5L、5CT、5B、EN10217、AWWAC200、GB/T9711-2011、GB/T3091、GB/T23257(防腐)、GB/T18593(防腐)、SY/T0315(防腐)、SY/T0447(防腐)、SY/T0457(防腐)、SY/T0413(防腐)、DIN30670(防腐)、AWWAC210(防腐)標準。

(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。
(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了 的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時消除缺陷。
(9)采用空氣等離子切割機將鋼管切成單根。
(10)切成單根鋼管后,每批鋼管都要進行嚴格的 檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經消除。
(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
(14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
1、螺旋鋼管堆碼的原則要求是在碼垛穩固、確保安全的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕;
2、禁止在螺旋鋼管垛位四周存放對鋼材有侵蝕作用的物品;
3、螺旋鋼管垛底應墊高、堅固、平整,防止材料受潮或變形;
4、同種材料按入庫先后分別堆碼;
5、露天堆放的螺旋鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形;
6、螺旋鋼管堆垛高度,人工功課的不超過1.2m,機械功課的不超過1.5m,垛寬不超過2.5m;
7、垛與垛之間應留有一定的通道,檢查道一般為0.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.0m;
8、露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹;
9、垛底墊高,若倉庫為向陽的水泥地面,墊高0.1m即可;若為泥地,須墊高0.2~0.5m。若為露天場地,水泥地面墊高0.3~0.5m,沙泥面墊高0.5~0.7m。
我們可以參照當年首都北京的紀念人民戰爭暨反戰爭勝利70周年大閱兵,北京市和周邊六省區市參與了此次意在凈化首都空氣的停限產行動。在措施上,針對夏季氮氧化物和揮發性有機物較為突出的特點,將機動車污染排放、工業企業揮發性有機物等作為主要污染控制對象。參考2015年為了保障紀念戰爭勝利70周年閱兵期間空氣質量,當時,京津冀區域采取了一系列停限產措施,使得治霾能堅守“后一公里”。雖然截止目前,還沒有針對于期間各地環保工作具體細則,但我們可以參照當年首都北京的紀念人民戰爭暨反戰爭勝利70周年大閱兵,北京市和周邊六省區市參與了此次意在凈化首都空氣的停限產行動。在措施上,針對夏季氮氧化物和揮發性有機物較為突出的特。


