

| 材料 : | 鐵板 不銹鋼 | 規(guī)格 : | 規(guī)格齊全 |
| 孔型 : | 菱型 | 網(wǎng)孔寬 : | 定做 |
| 網(wǎng)孔長(zhǎng) : | 多種規(guī)格 | 用途 : | 廣泛用途 |
| 產(chǎn)地 : | 江蘇 | 品牌 : | 安固達(dá) |
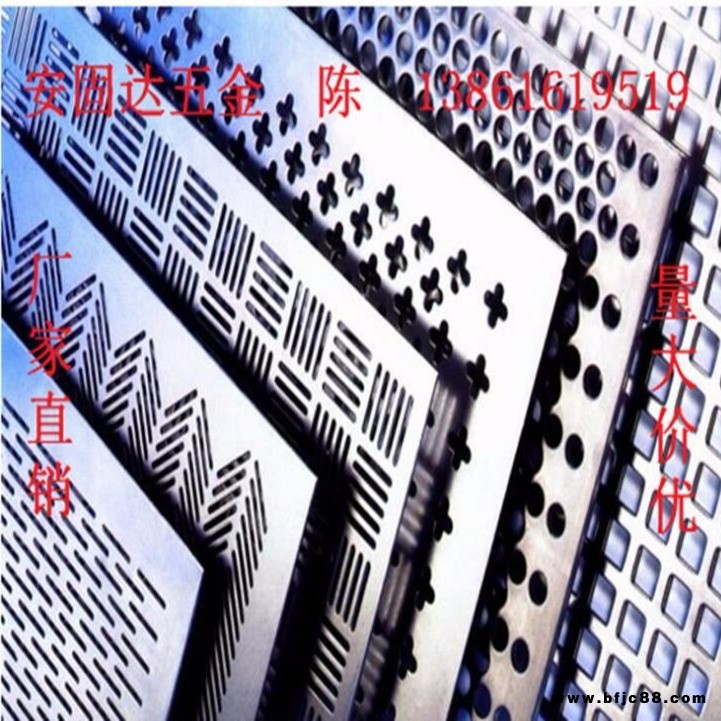
孔鋼板網(wǎng)材質(zhì)選用低碳鋼板,不銹鋼鋼板,鍍鋅鋼板,鋁板等金屬板,孔型種類多孔型:長(zhǎng)方孔,方孔、菱形孔、圓孔、六角形孔、十字孔、三角孔、長(zhǎng)圓孔、長(zhǎng)腰孔、梅花孔、魚(yú)鱗孔、圖案孔、五角星形孔、不規(guī)則孔、起鼓孔等。
圓孔鋼板網(wǎng)特點(diǎn):板面平整,無(wú)毛刺,數(shù)控沖孔精確度高,誤差小,質(zhì)量好。
可根據(jù)要求裁片,折彎,握邊等深加工處理。
圓孔鋼板網(wǎng)用途:
建筑物體頂墻用天花板、過(guò)濾板、洞洞板。
建筑物陽(yáng)臺(tái)、環(huán)保桌椅的精美裝飾孔板、沖孔裝飾板、沖孔板。
機(jī)械設(shè)備的防護(hù)罩板、沖孔網(wǎng)、圓孔板。
華麗的音箱網(wǎng)罩、喇叭網(wǎng)罩、鋼板網(wǎng)。
工業(yè)五金產(chǎn)品過(guò)濾、透氣通風(fēng)用過(guò)濾板、過(guò)濾網(wǎng)、群孔板。
礦山用的磨篩、礦篩、工字篩。
糧食、飼料用的篩板、篩片、微孔板。
廚房設(shè)備的果盤(pán)等用蜂窩板、不銹鋼沖孔板、不銹鋼過(guò)濾網(wǎng)。
商場(chǎng)裝飾展銷臺(tái)用的貨架網(wǎng)裝飾孔板、多孔板、穿孔板。
環(huán)保噪聲治理屏障用吸音板、隔音板、吸聲板。
沖孔網(wǎng)生產(chǎn)工藝
* 模具
沖孔過(guò)程開(kāi)始于精確的模具設(shè)計(jì),我們相信模具的質(zhì)量在很大程度上決定了產(chǎn)品的質(zhì)量。因此在近幾年來(lái)我們?cè)谶@方面投入了大量的資金,使我們的制模能力顯著提高。
* 沖孔
我們擁有先進(jìn)的數(shù)控設(shè)備,可以沖制高質(zhì)量的產(chǎn)品,日產(chǎn)量可達(dá)到2000㎡,可以沖制的板材厚度在0.1mm-25mm之間。
* 切割
從整卷的板切割成您需要的尺寸。
* 剪邊
如果制作過(guò)程的板邊超出了您要求的公差范圍,我們嫻熟的技術(shù)人員可以按您的要求幫您除去多余的邊
* 整平
我們使用校平機(jī)可以把沖制過(guò)的變形的沖孔板恢復(fù)它的原始平整狀態(tài)。板材厚度0.8mm-12mm的鋼板都可以進(jìn)行整平。
* 清潔
沖孔的工序要求使用潤(rùn)滑劑,但是我們也有一個(gè)除油的過(guò)程可以除去它表面的痕跡,使孔板顯得潔凈。
* 制作成型與深加工
除了客戶預(yù)定,我們還可以為您提供一系列的后續(xù)加工,包括:整平、切割、貼標(biāo)、包裝、除油、去刺、成型、退火、噴漆、電鍍、焊接、磨光、折彎、成卷等。
* 表面處理
沖孔、整平和切割等工序都會(huì)導(dǎo)致板材表面的不完整,但是這些不完整性在一般工業(yè)用品上都是可以被接受的。如果您有特殊要求,我們將會(huì)通過(guò)比如粉末噴涂或者噴漆,電鍍鋅,熱鍍鋅,陽(yáng)極氧化等附加措施加以預(yù)防。
沖孔網(wǎng)的模具設(shè)計(jì)
(1)要考慮凸模的強(qiáng)度;當(dāng)存在縱向彎曲和變形危險(xiǎn)時(shí),要采取使凸模帶有階梯,變更凸模材料等措施,應(yīng)考慮凸模的互換論盡量使其符合標(biāo)準(zhǔn)。
(2)在傾斜面上沖孔時(shí),當(dāng)傾斜度在15°以下時(shí),凸模端部作成平面為寬;超過(guò)15°時(shí),凸模端部應(yīng)有剪切角性,應(yīng)使之具有剛性,并有效地進(jìn)行冷印。
(3)在可能范圍內(nèi)凹模要盡可能使用筒狀凹模。
(4)高速?zèng)_孔時(shí),由于存在熱效應(yīng)而產(chǎn)生間隙變化性,應(yīng)使之具有剛性,并有效地進(jìn)行冷印。
(5)批量生產(chǎn)時(shí)要有墊板。
(6)同時(shí)進(jìn)行多多沖孔時(shí),凸模要有階梯差。
(7)厚板沖孔時(shí),凸模上要有剪切角。
(8)為防止比現(xiàn)切屑現(xiàn)象,要預(yù)先采取相應(yīng)措施。
(9)由于修整沖孔模沖頭對(duì)刃口有困服,可卸下修整用的刃口或底座,并考慮操作時(shí)便于觀察。
(10)在修整沖孔模上,具有深度極深的多沖孔凸模時(shí),要在每個(gè)多沖孔凸模上對(duì)刃口后,才能整體利刃。
(11)如果孔位與制件的R部分、修整線或其他同類孔過(guò)近時(shí),
(12)模具結(jié)構(gòu)上省切屑堵塞的危險(xiǎn)時(shí),必須強(qiáng)制排出。
(13)凸模進(jìn)入凹模的標(biāo)準(zhǔn)量為13mm。
(14)如對(duì)孔壁有嚴(yán)格的限制,對(duì)尺寸精度也有要求時(shí),必須考慮進(jìn)行光潔沖裁和超精密沖裁等特殊沖裁以及倍整加工。

