
| 加工定制 : | 是 | 型號 : | A10 |
| 規(guī)格 : | A10-1(50) | 類型 : | 抱箍 |
| 材質(zhì) : | 碳鋼 | 表面處理 : | 鍍藍白鋅 |
| 公稱通徑 : | 50 | 緊固直徑 : | 57 |
| 適用范圍 : | 管道 | 品牌 : | 匯鵬 |
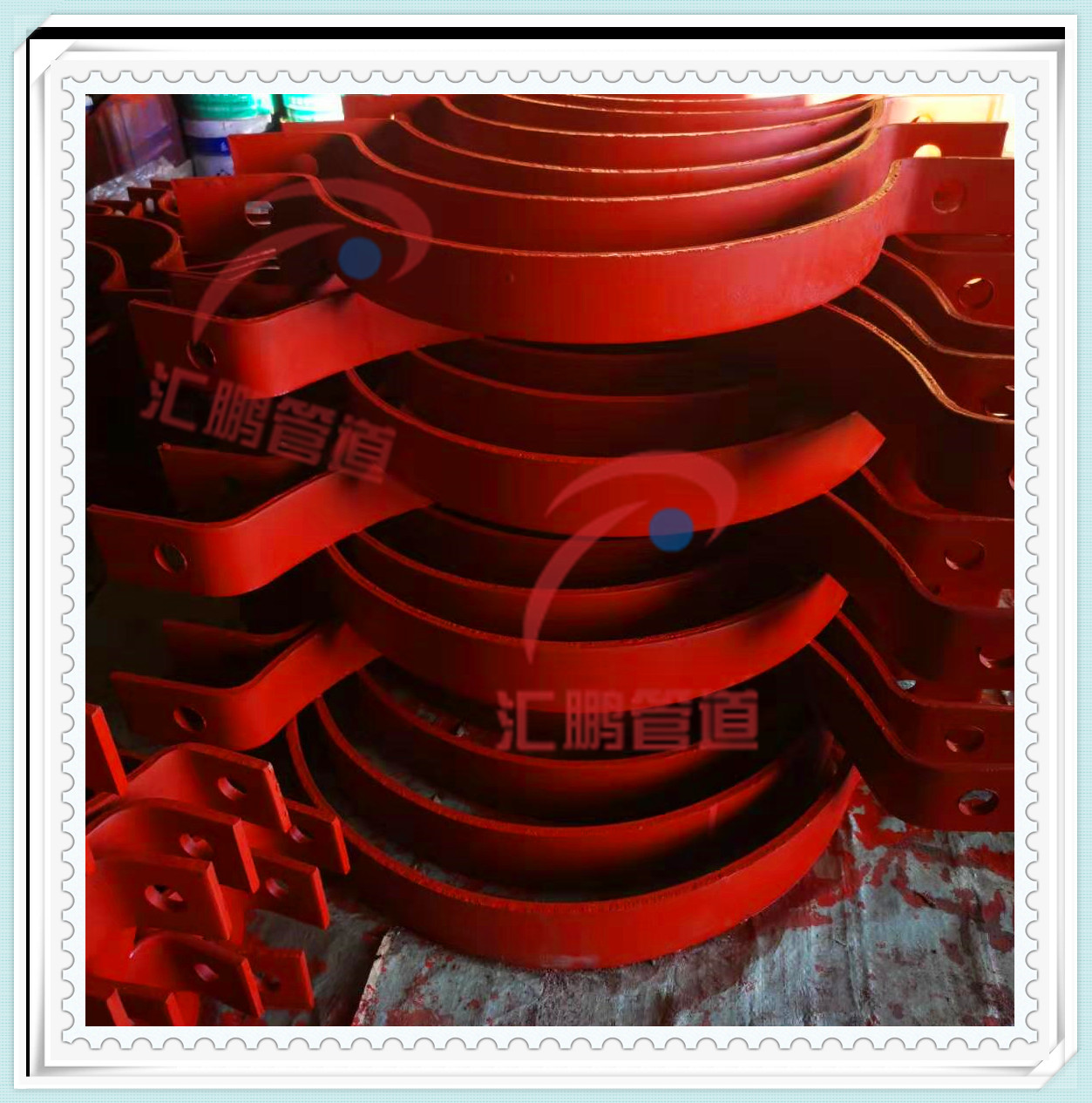
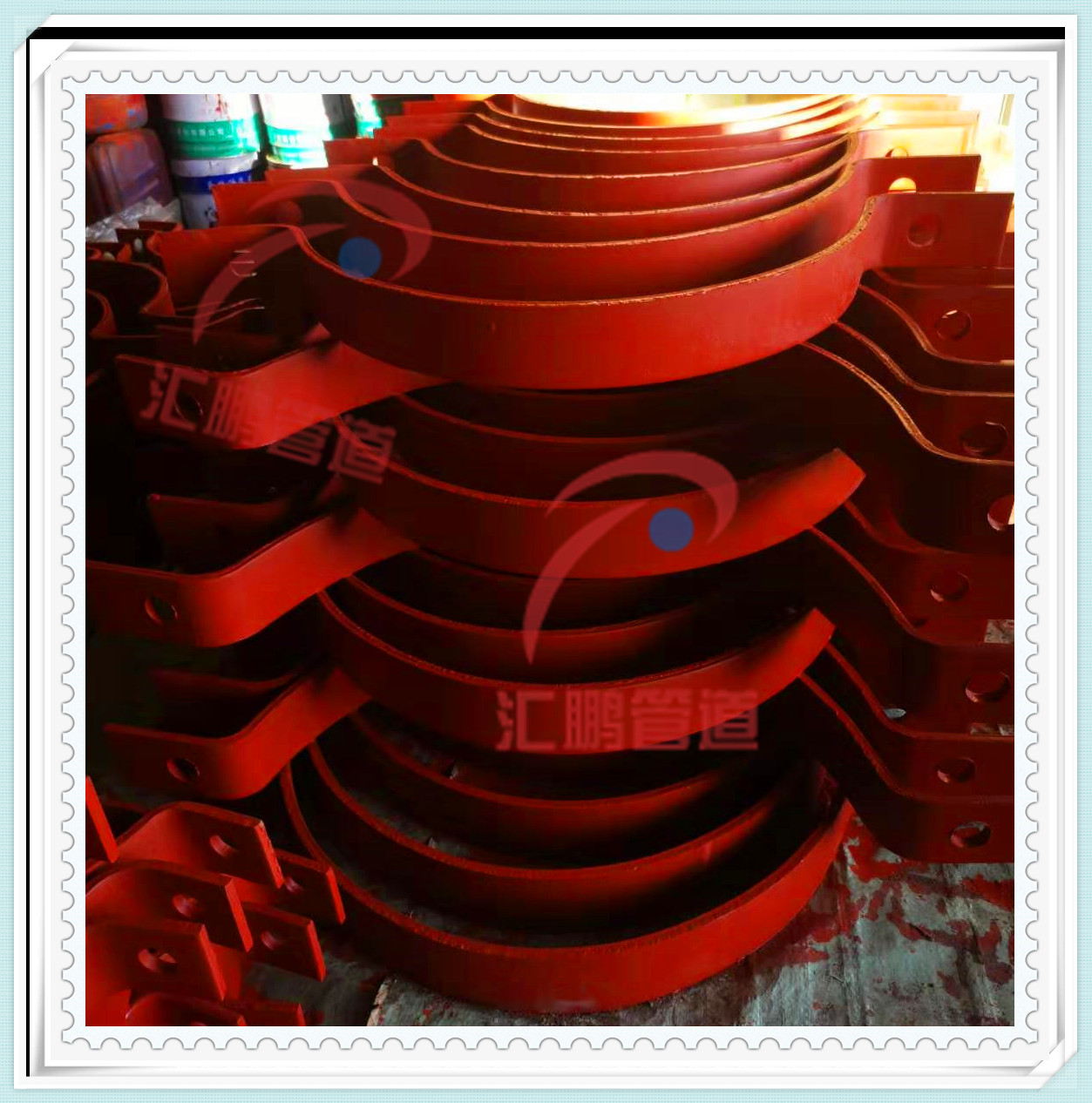
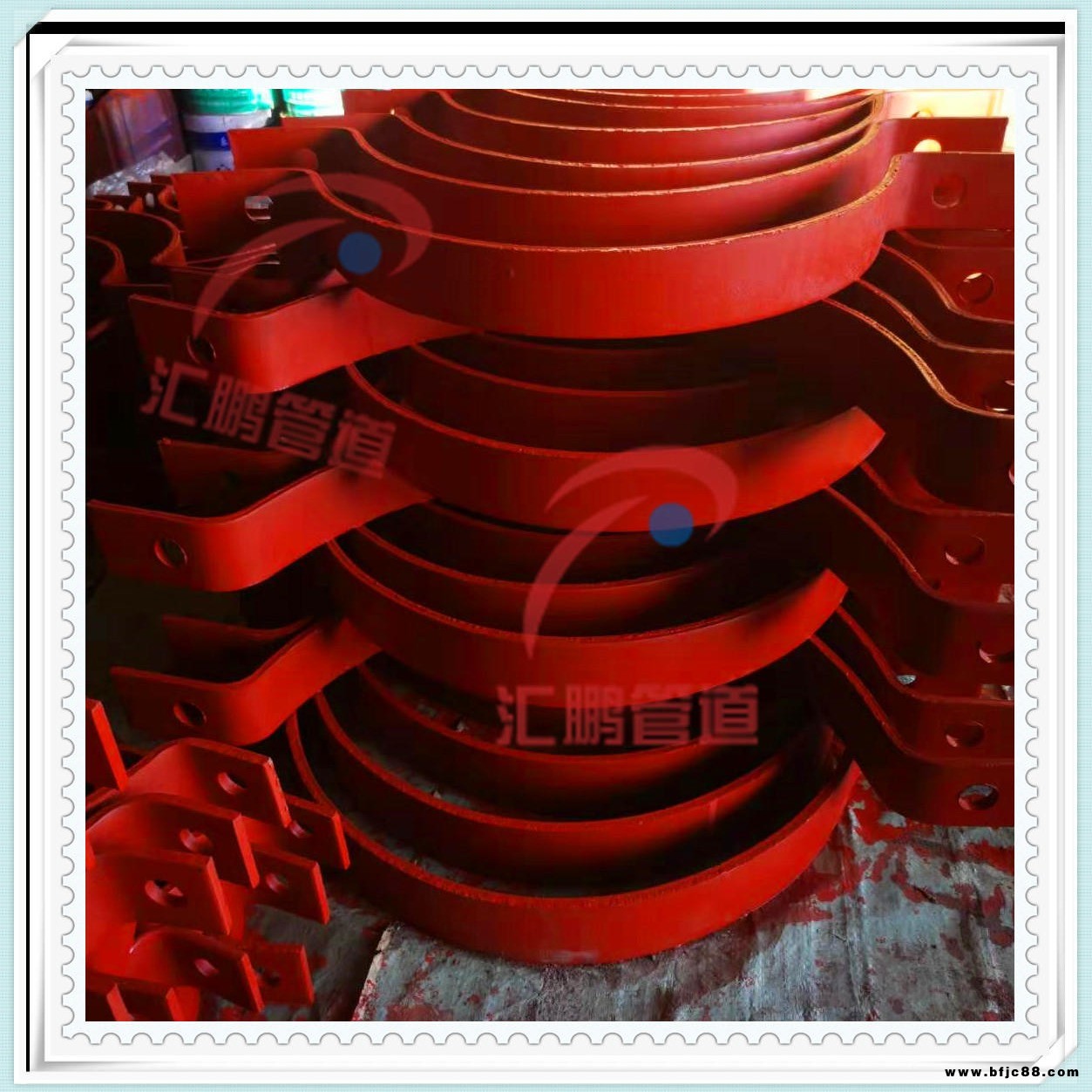
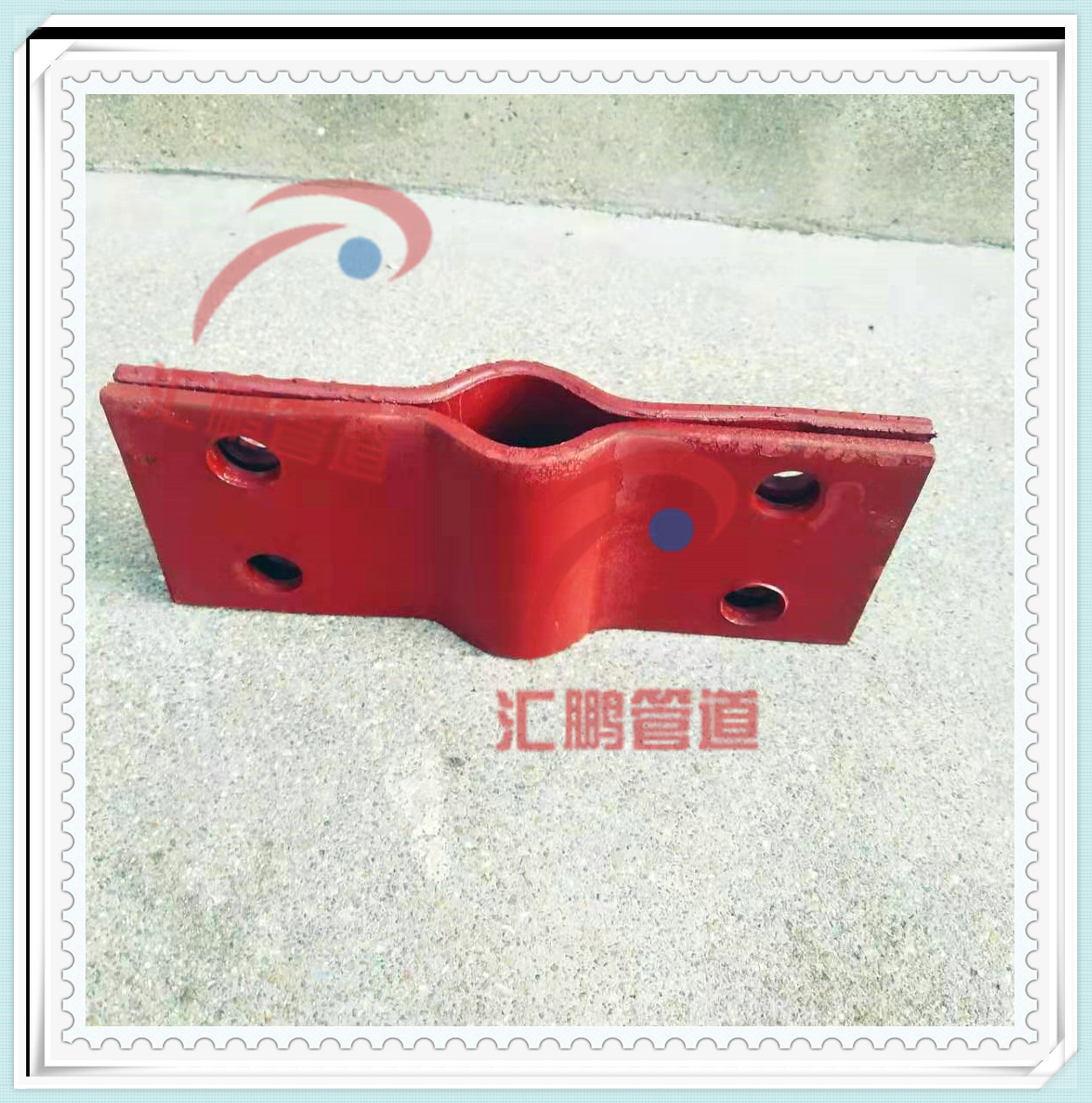
四螺栓管夾 雙排螺栓管夾 匯鵬管道扁鋼碳鋼抱箍 可尺寸定制
A10四螺栓管夾的安裝步驟
在焊接板上組裝之前,為了更好地確定A10四螺栓管夾的方向,建議先標(biāo)記固定位置。然后進行焊接,插入管卡體下半部分,將要固定的管子放置。然后安裝管夾主體的另一半和蓋板,并用螺絲擰緊,不要直接焊接已安裝管夾的底板。
將滑軌安裝在地面上,可以將滑軌焊接在基礎(chǔ)上,也可以用螺釘固定,然后將滑軌螺母推入滑軌中,旋轉(zhuǎn)90度,將管夾主體的下部插入螺母中,固定管道,然后固定管夾主體將其放在蓋子的上半部并用螺絲固定,堆疊式裝配,導(dǎo)軌可以焊接在基礎(chǔ)上或用螺釘固定。首先安裝管夾本體的上部和下部,安裝要固定的管子,然后再安裝管夾本體的上部,并用螺釘固定,以防止其通過防松蓋旋轉(zhuǎn)。然后以相同方式安裝二個夾具。 組裝彎頭時,請使用通用管夾固定彎頭的前部和后部,建議固定這些支撐點。 夾具固定支架的性能是決定夾具固定支架安裝質(zhì)量和施工速度的關(guān)鍵,不僅高度重視各種管夾固定支架結(jié)構(gòu)的開發(fā),而且高度重視管夾固定支架鉆機的不斷開發(fā)和更新。目前,我國有電動,氣動和液壓管夾固定支撐鉆機。但性能結(jié)構(gòu)不合理,零件質(zhì)量和整機性能迫切需要進一步改善,對于驅(qū)動和錨定的組合操作單元,需要增加開發(fā)和測試工作以實現(xiàn)驅(qū)動的水平操作并提高驅(qū)動速度,監(jiān)控是監(jiān)督施工質(zhì)量,確保管夾固定支架安全可靠的重要手段。
管夾調(diào)試法:
完全調(diào)試法:調(diào)試法的實質(zhì)是通過控制管夾的加工誤差來保證裝配精度。在裝配過程中,每個待裝配的管夾不需要進行任何挑選、調(diào)整或修配,裝配后即可達到裝配精度的要求,這種裝配方法稱為完全調(diào)試法。若大多數(shù)管夾裝配后即達到裝配精度的要求,而少數(shù)不合格,這種裝配方法稱為不完全調(diào)試法,也稱大多數(shù)調(diào)試法。由此可見,采用完全調(diào)試裝配法進行裝配時,裝配尺寸鏈采用極值法解,即滿足閉環(huán)的公差不小于各組成環(huán)的公差之和。
雙螺栓管夾規(guī)范:有A1U形螺栓,A2U形螺栓(帶角鋼),A3導(dǎo)向管卡,A4緊固管卡,A5基準(zhǔn)型雙孔螺栓管夾,A6重型雙螺栓管夾,A7三螺栓管夾(保溫管用),A8三螺栓管夾(支托用),A9雙排螺栓管夾,A12管卡(保冷管用),A10四螺栓管夾,A11雙排螺栓壓緊管卡,A13雙螺栓管卡(保冷管用),A14四螺栓管卡(保冷管用),A15雙頭螺紋吊桿,A16吊環(huán)型吊桿,A17松緊螺母,A18角形吊耳,A19U形吊耳,A20倒U形吊耳(焊接型),A21倒U形吊耳(吊桿型),A22板式吊耳,A23墊板,A24支腿加強板,A25銜接板四螺栓管夾 雙排螺栓管夾 匯鵬管道扁鋼碳鋼抱箍 可尺寸定制