

| 品名 : | 直縫焊管 | 材質(zhì) : | L245 L290 L360 L415 |
| 倉庫所在城市 : | 滄州鹽山 | 倉庫 : | 廣匯院內(nèi) |
| 質(zhì)量等級 : | 正品(受理質(zhì)量異議) | 用途范圍 : | 建筑裝飾,核電,化工設(shè)備 |
| 加工服務(wù) : | 定制樣品 | 配送服務(wù) : | 可配送到廠 |
| 貨物銷售類型 : | 現(xiàn)貨 | 計(jì)重方式 : | 理計(jì) |
| 產(chǎn)品表面描述 : | 無損 | 品牌/廠家 : | 廣匯 |








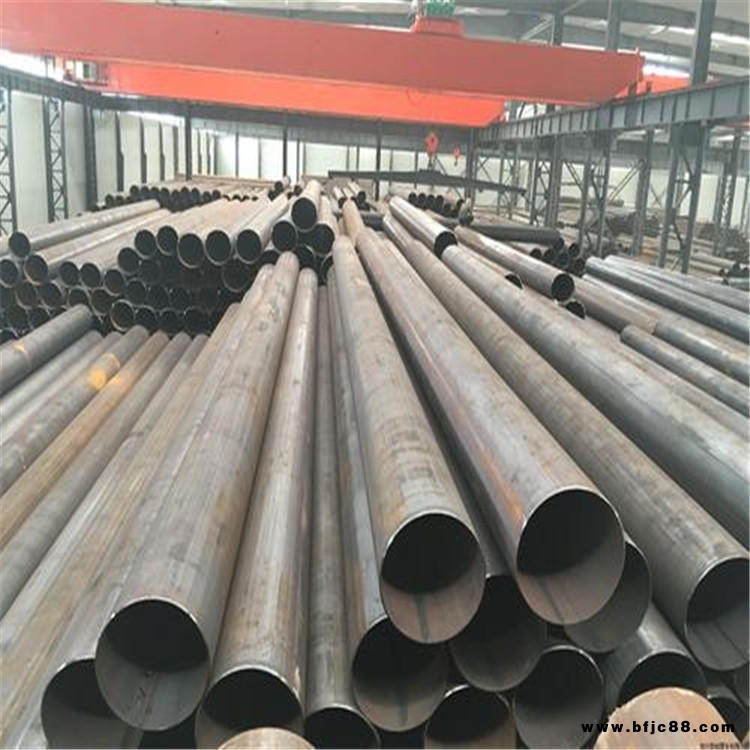
厚壁直縫鋼管生產(chǎn)工藝流程如下:進(jìn)料——外觀檢查——機(jī)械清理——機(jī)械清理——退火——矯直——管頭加工——酸洗——中和——水洗——鱗化——皂化——拉拔——檢查——切定尺——珩磨——端部加工——矯直——總裝——試壓——裝箱。采用焊縫間隙節(jié)制安裝來包管焊縫間隙知足焊接要求,管徑,錯(cuò)邊量和焊縫間隙都獲得嚴(yán)厲的節(jié)制。直縫埋弧焊管生產(chǎn)廠家在保證電弧穩(wěn)定燃燒的情況下,1絲應(yīng)盡可能選擇較小電壓,以增加1絲電弧的熔深,經(jīng)焊接試驗(yàn)優(yōu)化,一般在31~34V范圍內(nèi)較佳,焊接電流較大或焊絲較粗時(shí)可選擇上限,反之選擇下限;后隨4根焊絲的電壓按依次增大1~3V進(jìn)行選擇,5絲的電弧電壓一般在39~43V范圍內(nèi)。大口徑厚壁焊管焊縫上有延續(xù)聲波探傷標(biāo)志的部位,經(jīng)由手動超聲波和X射線復(fù)查,如確出缺陷,經(jīng)由修補(bǔ)后,再次經(jīng)由無損查驗(yàn),直到確認(rèn)缺陷曾經(jīng)消弭。

